

 今日焦點
今日焦點
 往期回顧
往期回顧




【機床商務網欄目 產品評測】近日,匯專自主研發的超聲綠色橋式龍門五軸聯動加工中心UBR4020-5AXIS順利出貨,正式交付航空航天領域知名終端客戶。
近年來,匯專超聲綠色龍門五軸聯動加工中心系列在航空航天領域持續出貨,實現復合材料高效、高質、環保加工,不僅標志著匯專創新產品與技術在航空航天領域的認可度持續攀升,更展現匯專高端數控裝備制造硬核實力。
一機多用
可加工多種復合材料
匯專超聲綠色龍門五軸聯動加工中心,為航空航天先進復合材料加工量身定制,集成多項匯專自主研發的核心技術,憑借一機多用的獨特優勢,有效滿足蜂窩、碳纖維、碳纖維預成型體、凱夫拉、泡沫、PBO纖維、玻璃纖維等多種復合材料加工需求。
超聲綠色橋式龍門五軸聯動加工中心UBR4020-5AXIS
超聲綠色龍門五軸聯動加工中心系列主要特點
配置匯專自主研發智能化雙超聲加工系統,超聲切割銑削最高轉速達24,000rpm
最大超聲振幅50μm
配置匯專自主研發低溫冷風冷卻技術,提高刀具壽命
配置國際知名品牌高精度A/C擺頭
可選配匯專自主研發超臨界二氧化碳低溫冷卻技術,實現綠色環保加工
可選配匯專自主研發超聲振幅測量儀及超聲振幅閉環控制系統,使超聲加工持續保持穩定狀態
龍門結構設計,具備高剛性、高穩定性等特點
匯專超聲綠色龍門五軸聯動加工中心系列規格齊全,熱銷機型包括UBR4020-5AXIS、UBR6030-5AXIS、UBR8030-5AXIS,還可根據客戶需求提供更多加工行程選擇(X軸行程3,000-50,000mm,Y軸行程1,500-9,000mm,Z軸行程800-2,500mm),以及專業定制化解決方案,精準匹配航空航天多元化加工場景。
點擊視頻了解更多超聲綠色龍門五軸聯動加工中心細節
定制化超聲綠色加工解決方案
賦能航空航天精密零部件制造
在航空航天領域,碳纖維復合材料、蜂窩材料等先進復合材料被廣泛應用于飛行器機身、機翼、尾翼等結構制造。然而,在傳統加工過程中,普遍面臨分層撕裂嚴重、纖維拔出、毛刺多、刀具壽命短、加工效率低等諸多難題,亟需創新加工方案破局。匯專憑借在高端超聲綠色數控機床及關鍵部件的深厚研制經驗,推出以數控機床+超聲技術+綠色技術+高性能刀具為核心的超聲綠色加工整體解決方案,成功幫助眾多航空航天客戶突破加工瓶頸,實現提質增效。
01
碳纖維層壓板飛機平尾翼根罩下罩體超聲加工

材料:民用飛機碳纖維層壓板
(碳纖維板|芳綸紙蜂窩|泡沫)
加工特征:外輪廓銑削|鉆孔
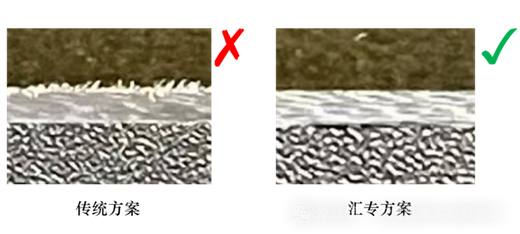
傳統方案加工碳纖維層壓板,易出現邊緣崩裂、材料分層、蜂窩層毛刺叢生、泡沫層崩缺等問題,且加工耗時久、效率低下。采用匯專超聲綠色龍門五軸聯動加工中心,搭配超聲加工技術、低溫冷風冷卻技術及自制Ф10復材專用銑刀進行加工,總加工時間約為30分鐘,縮短約95%;加工過程中低溫冷風有效帶走切削熱,工件表面無燒傷、無分層,材料樹脂無熱改性風險;同時大幅降低切削力,降低材料損傷,碳纖維層無分層無崩缺,芳綸紙蜂窩目視無明顯毛刺,泡沫層平整無崩缺。
加工效果

02
T800碳纖維預成型體超聲切割加工
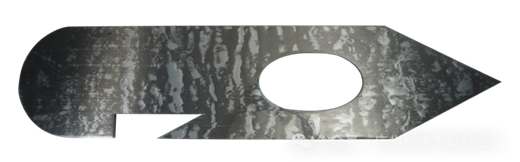
材料:T800碳纖維預成型體(多層浸料)
加工特征:復雜曲線切割
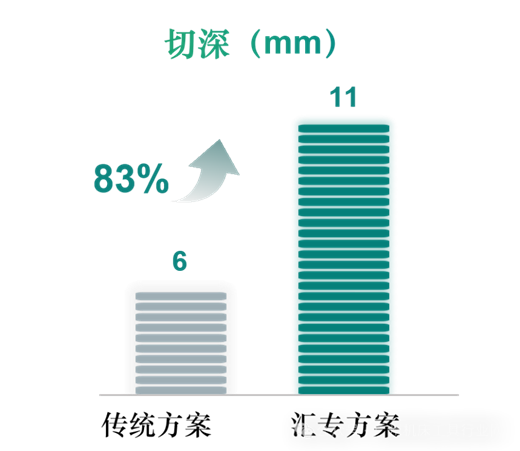
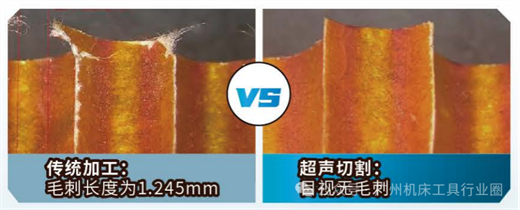
傳統方案加工碳纖維預成型體,刀具易崩刃,工件邊緣不平整,且加工效率低下。采用匯專超聲綠色龍門五軸聯動加工中心搭配超聲加工技術、低溫冷風冷卻技術、超聲匕首刀,不僅能夠實現滿刀加工,切深達11mm,且切割邊緣平整、無毛刺;常規氣冷下,刀具溫度高達60℃以上,低溫冷卻下,刀具溫度降低至25℃以下,溫度降低58.3%,高效實現高質量切割。
03
芳綸紙蜂窩材料超聲切割加工

材料:芳綸紙蜂窩材料
加工特征:蜂窩輪廓面切割銑削
在芳綸紙蜂窩飛機復材特征提取綜合件加工中,采用傳統方案難以實現小角度切割及3D 復雜輪廓高效加工,工件接觸面易受擠壓,造成表面變形、撕裂及塌陷等問題,且毛刺嚴重且粉塵較多。匯專超聲綠色龍門五軸聯動加工中心搭配超聲加工技術、低溫冷風冷卻技術、超聲圓片刀及超聲匕首刀的組合方案,成功實現小角度及3D復雜輪廓高效加工,目視無明顯毛刺,切削粉塵大幅減少;有效降低切削力,工件接觸面受力均勻,降低材料損傷,工件表面平整無塌陷;圓弧位置一刀切割成型,弧長552mm,切割夾角<18°,最薄處0.75mm。
結語
從一臺臺設備的順利交付,到一個個加工難題的成功破解,匯專始終以技術創新為核心驅動力,不斷拓展創新產品與技術的應用邊界。
在航空航天領域,匯專方案不僅精準解決復合材料加工難題,更成功攻克硬脆材料、難加工金屬材料加工痛點,為低空經濟與綠色智能制造高質量發展注入強勁動力。未來,匯專將持續在高端制造領域深化布局,進一步豐富超聲綠色技術產品矩陣,期待與更多行業伙伴攜手,為全球客戶提供更多更具競爭力的創新解決方案!





所有評論僅代表網友意見,與本站立場無關。